IESMAKRUS
Оборудование для порошковой окраски изделий из металла
ФОТО
Компания IESMAK, основанная в Стамбуле в 2006 году, стала одной из известнейших компаний отрасли.
За это время было произведено и отгружено более 300 единиц оборудования. IESMAK гордится тем, что доказала свое качество, экспортируя свою продукцию на четыре континента в 35 стран мира, в числе которых Саудовская Аравия, Германия, Аргентина, Кипр, Иран, Казахстан и многие другие.
За это время было произведено и отгружено более 300 единиц оборудования. IESMAK гордится тем, что доказала свое качество, экспортируя свою продукцию на четыре континента в 35 стран мира, в числе которых Саудовская Аравия, Германия, Аргентина, Кипр, Иран, Казахстан и многие другие.
Основывая свою деятельность на принципах качества
в обслуживании и производстве, тщательной работе
за короткий срок, компания IESMAK продолжает свой путь непрерывного развития и роста.
в обслуживании и производстве, тщательной работе
за короткий срок, компания IESMAK продолжает свой путь непрерывного развития и роста.
О нас


Компания IESMAKRUS в рамках исполнения заказов «под ключ» осуществляет поставки комплексных решений для производства изделий необходимых заказчику.
Инженеры компании имеют большой опыт по проектированию и подбору оборудования различных сфер и отраслей промышленности, что позволяет успешно реализовывать поставку и пуско-наладку всей технологической цепочки от металлообрабатывающих единиц до упаковки готовой продукции.
Мы приглашаем всех кто заинтересован в качестве услуг
к сотрудничеству на взаимовыгодных условиях.
Инженеры компании имеют большой опыт по проектированию и подбору оборудования различных сфер и отраслей промышленности, что позволяет успешно реализовывать поставку и пуско-наладку всей технологической цепочки от металлообрабатывающих единиц до упаковки готовой продукции.
Мы приглашаем всех кто заинтересован в качестве услуг
к сотрудничеству на взаимовыгодных условиях.
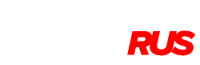
Автоматическая линия порошковой окраски - это набор технологического оборудования, предназначенный для получения полимерного покрытия на металлических поверхностях.
Технологические операции в поточных технологических линиях выполняются
в агрегатах, связанных замкнутым конвейером непрерывного или периодического действия.
Современная автоматическая линия порошковой окраски имеет полный технологический цикл
и позволяет до минимума сократить количество специально-обученного обслуживающего персонала и стабилизировать качество покрытия.
Для обслуживания такой линии необходима лишь рабочая сила для загрузки/разгрузки конвейера.
Технологические операции в поточных технологических линиях выполняются
в агрегатах, связанных замкнутым конвейером непрерывного или периодического действия.
Современная автоматическая линия порошковой окраски имеет полный технологический цикл
и позволяет до минимума сократить количество специально-обученного обслуживающего персонала и стабилизировать качество покрытия.
Для обслуживания такой линии необходима лишь рабочая сила для загрузки/разгрузки конвейера.



Технологический комплекс состоит из следующих агрегатов:
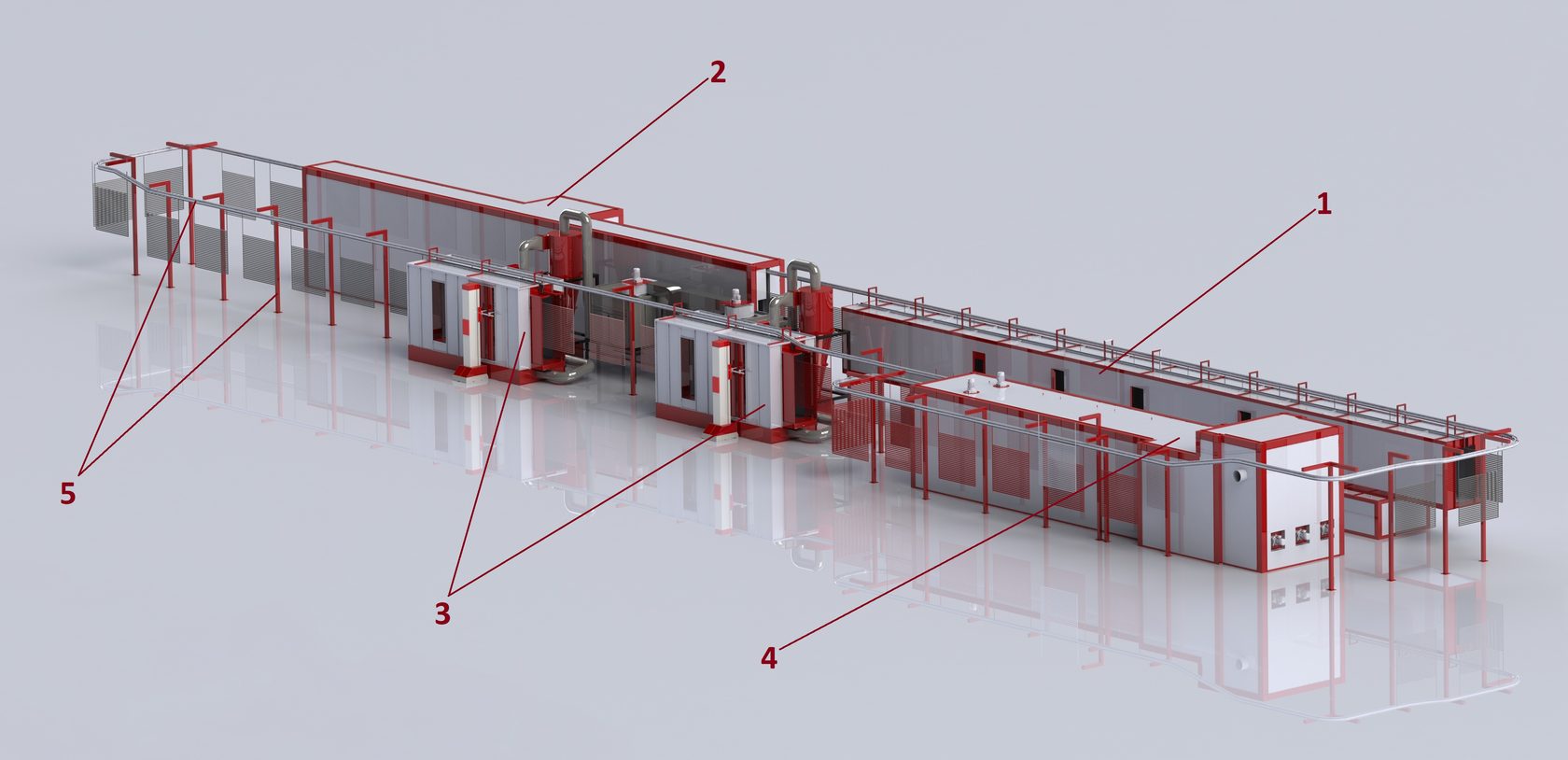
Схема автоматической линии порошковой окраски:
Ручная линия порошковой окраски
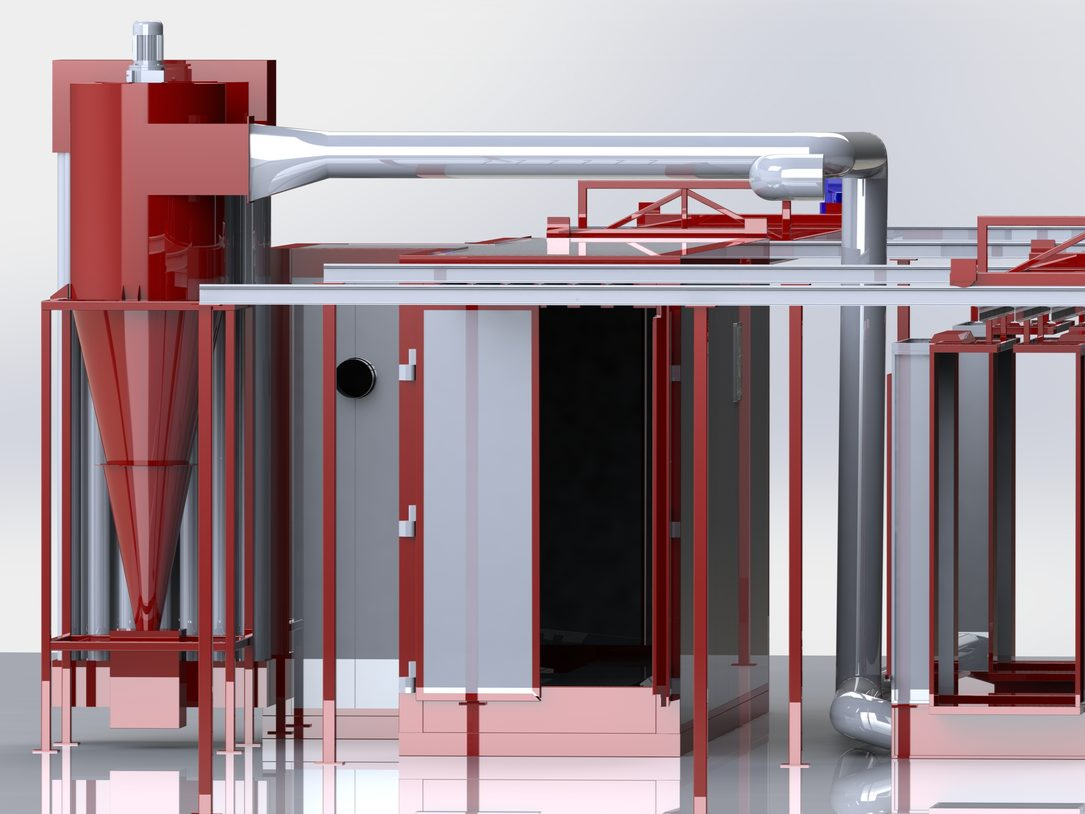
Ручная линия порошковой окраски состоит из следующих узлов и агрегатов:
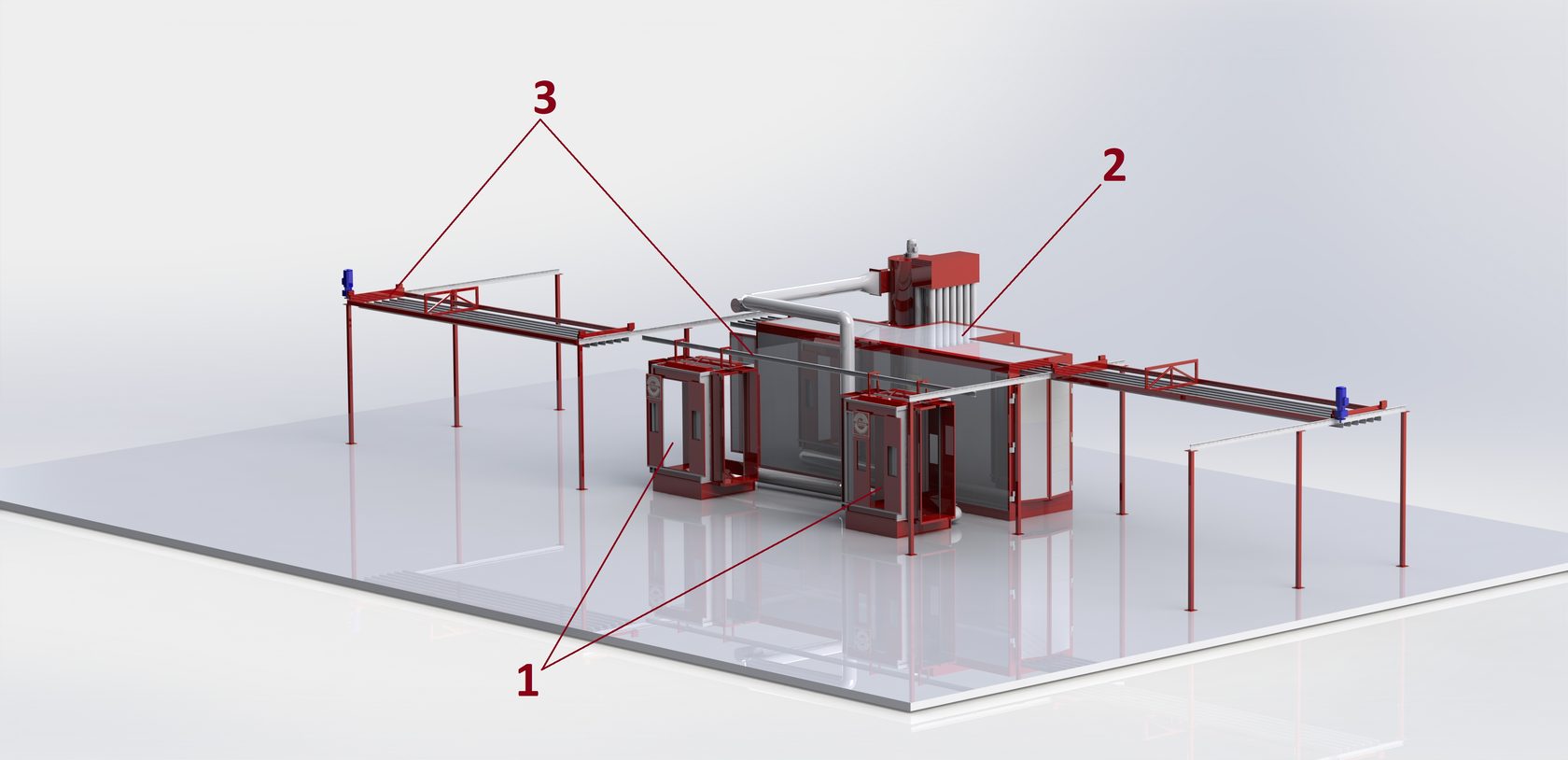
Схема ручной линии порошковой окраски
Ручная линия может быть дополнительно укомплектована:
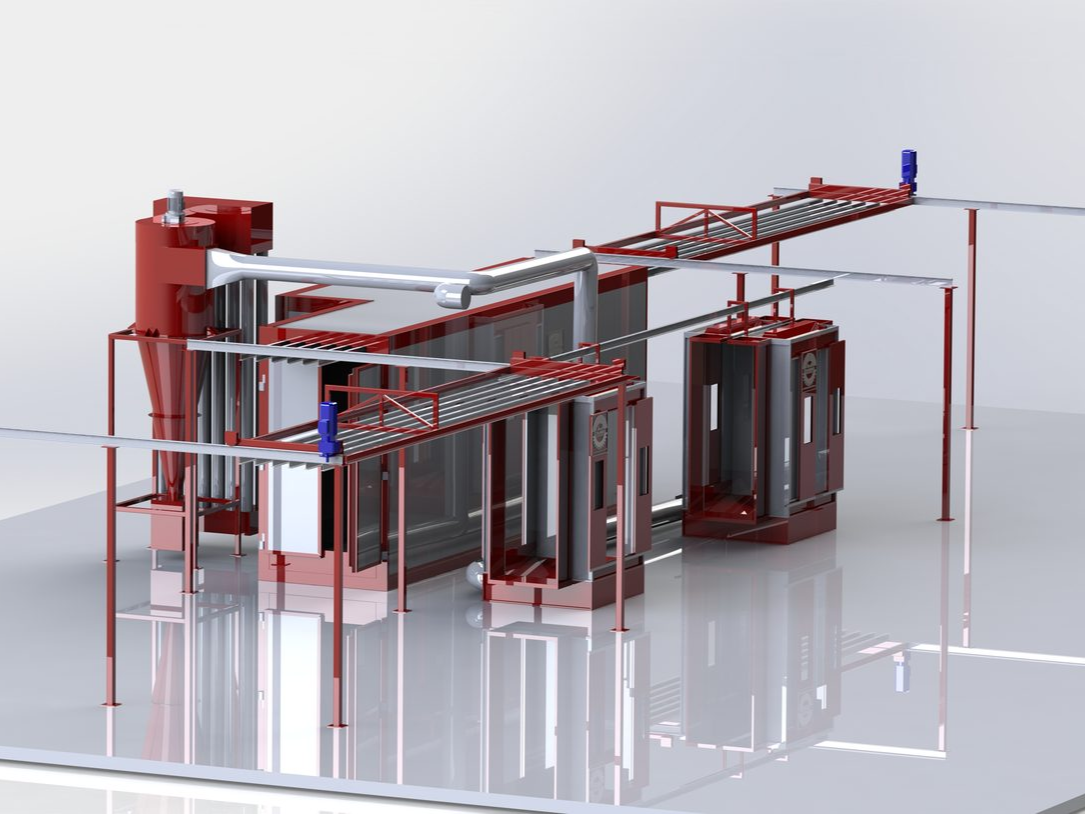
Ручная линия порошковой окраски – это комплекс всех необходимых единиц оборудования
для подготовки и покраски изделий.
Является идеальным решением для окраски небольших производственных программ
и большого количества конструкций нестандартных размеров. Благодаря особенностям конструкции занимает минимальную площадь,
что обеспечивает компактность и удобство использования оборудования.
Чаще всего нанесение порошковой краски производится вручную оператором.
Все изделия, подлежащие покраске, подвешиваются и перемещаются на механическом ручном конвейере. Для улучшения качества нанесения краски, линия дополнительно может комплектоваться механизированной протяжной траверс с подвешенными изделиями.
для подготовки и покраски изделий.
Является идеальным решением для окраски небольших производственных программ
и большого количества конструкций нестандартных размеров. Благодаря особенностям конструкции занимает минимальную площадь,
что обеспечивает компактность и удобство использования оборудования.
Чаще всего нанесение порошковой краски производится вручную оператором.
Все изделия, подлежащие покраске, подвешиваются и перемещаются на механическом ручном конвейере. Для улучшения качества нанесения краски, линия дополнительно может комплектоваться механизированной протяжной траверс с подвешенными изделиями.



Окраска в псевдоожиженном слое – это новый технологический процесс формирования покрытия на металлическом изделии.
Процесс нанесения покрытия заключается в погружении изделия в псевдоожиженный(кипящий) слой полимерной термопластичной краски и состоит он из следующих стадий:
1. Предварительный нагрев изделия до необходимой температуры
Изделие, на которое в последующем наносится полимерная краска, предварительно нагревается до требуемой температуры (порядка 350 градусов Цельсия).
2. Образование кипящего или псевдоожиженного слоя в специальном контейнере.
Полимерная термопластичная краска загружается в специальный контейнер. Само дно контейнера имеет специальную мембрану, через которую на краску подается поток сжатого воздуха. Именно данный способ позволяет образовывать краске тот самый, кипящий (псевдоожиженный) слой.
3. Погружение изделия в кипящий слой термопластичной краски
Предварительно нагретое изделие на короткое время погружается в кипящий слой краски. Частицы полимерной краски соприкасаются с изделием и оседают на его поверхности.
4. Полимеризация краски.
Последним этапом, является полимеризация нанесенного покрытия. Изделие перемещается в камеру полимеризации, там при температуре 220 градусов Цельсия краска равномерно растекается по всей поверхности изделия, образуя финальное покрытие, которое затвердевает.
Полимерные покрытия, наносимые в псевдоожиженном слое, как правило имеют толщину от 0,25 до 0,50 мм. Этот метод прекрасно работает при нанесении покрытий на сетку и другие изделия из проволоки, крупные изделия, такие как вентили для трубопроводов, кабельные лотки и так далее или на продукцию электронной промышленности малого размера в целях создания изоляционного слоя.
Процесс нанесения покрытия заключается в погружении изделия в псевдоожиженный(кипящий) слой полимерной термопластичной краски и состоит он из следующих стадий:
1. Предварительный нагрев изделия до необходимой температуры
Изделие, на которое в последующем наносится полимерная краска, предварительно нагревается до требуемой температуры (порядка 350 градусов Цельсия).
2. Образование кипящего или псевдоожиженного слоя в специальном контейнере.
Полимерная термопластичная краска загружается в специальный контейнер. Само дно контейнера имеет специальную мембрану, через которую на краску подается поток сжатого воздуха. Именно данный способ позволяет образовывать краске тот самый, кипящий (псевдоожиженный) слой.
3. Погружение изделия в кипящий слой термопластичной краски
Предварительно нагретое изделие на короткое время погружается в кипящий слой краски. Частицы полимерной краски соприкасаются с изделием и оседают на его поверхности.
4. Полимеризация краски.
Последним этапом, является полимеризация нанесенного покрытия. Изделие перемещается в камеру полимеризации, там при температуре 220 градусов Цельсия краска равномерно растекается по всей поверхности изделия, образуя финальное покрытие, которое затвердевает.
Полимерные покрытия, наносимые в псевдоожиженном слое, как правило имеют толщину от 0,25 до 0,50 мм. Этот метод прекрасно работает при нанесении покрытий на сетку и другие изделия из проволоки, крупные изделия, такие как вентили для трубопроводов, кабельные лотки и так далее или на продукцию электронной промышленности малого размера в целях создания изоляционного слоя.
ФОТО






Агрегат подготовки поверхности перед окраской
Химическая подготовка поверхности изделий перед окраской – необходимое условие для получения качественного покрытия на изделиях.
Наибольшее распространение получила химическая подготовка поверхности
с применением струйных агрегатов
с использованием распылительной системы, которая обеспечивает максимально эффективное удаление загрязнений и нанесение слоя, повышающего адгезию.
Как правило такой агрегат имеет от 3 до 5 рабочих зон разделённых между собой зонами стекания жидкости. Ванны для хранения рабочих растворов
и промывочной воды оборудованы системой автоматики для контроля уровня жидкости и поддержания необходимой температуры растворов.
Наибольшее распространение получила химическая подготовка поверхности
с применением струйных агрегатов
с использованием распылительной системы, которая обеспечивает максимально эффективное удаление загрязнений и нанесение слоя, повышающего адгезию.
Как правило такой агрегат имеет от 3 до 5 рабочих зон разделённых между собой зонами стекания жидкости. Ванны для хранения рабочих растворов
и промывочной воды оборудованы системой автоматики для контроля уровня жидкости и поддержания необходимой температуры растворов.


Нагрев рабочих растворов производится с помощью газового или электрического теплообменника. Промывные ванны объединены в каскад с целью экономии воды. Для предотвращения выброса паров в цех через входной проем, на входе
и выходе туннеля установлен вытяжной вентилятор и каплеуловитель.
Так же линии могут быть укомплектованы ваннами окунания, в которых обработка изделий осуществляется методом последовательного погружения в ванны с рабочими растворами и промывочной водой.
и выходе туннеля установлен вытяжной вентилятор и каплеуловитель.
Так же линии могут быть укомплектованы ваннами окунания, в которых обработка изделий осуществляется методом последовательного погружения в ванны с рабочими растворами и промывочной водой.
ФОТО










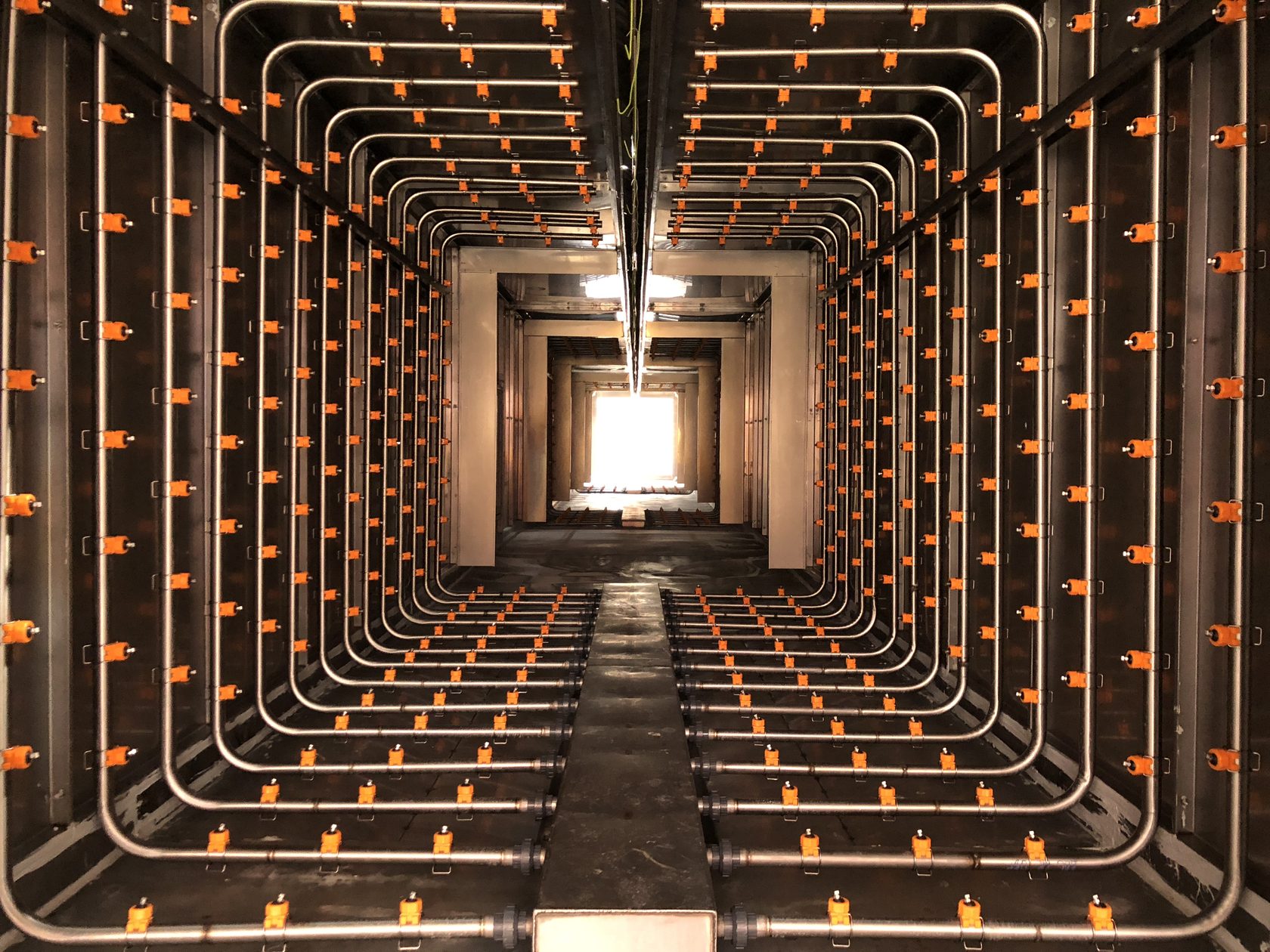
Печь сушки деталей перед окраской
Печь сушки служит для удаления остаточной влаги с поверхности деталей после процесса подготовки поверхности и а так же предварительного нагрева поверхности изделия перед нанесением порошковой краски.
Тепло от теплогенератора подается к деталям, которые находятся в печи. Нагрев воздуха
в печах сушки осуществляется разными способами.
В зависимости от доступного энергоносителя
это может быть электрический, газовый или дизельный нагрев.
Высокие характеристики энергосбережения достигаются благодаря специальной термоизоляции панелей, которые применяются
при изготовлении печи.
Тепло от теплогенератора подается к деталям, которые находятся в печи. Нагрев воздуха
в печах сушки осуществляется разными способами.
В зависимости от доступного энергоносителя
это может быть электрический, газовый или дизельный нагрев.
Высокие характеристики энергосбережения достигаются благодаря специальной термоизоляции панелей, которые применяются
при изготовлении печи.



В печах сушки устанавливается система вентиляции, которая обеспечивает постоянный обмен воздуха в пространстве печи,
для удаления продуктов сгорания газа, паров воды и масла, оставшихся во внутренних полостях сложнопрофильных деталей.
для удаления продуктов сгорания газа, паров воды и масла, оставшихся во внутренних полостях сложнопрофильных деталей.
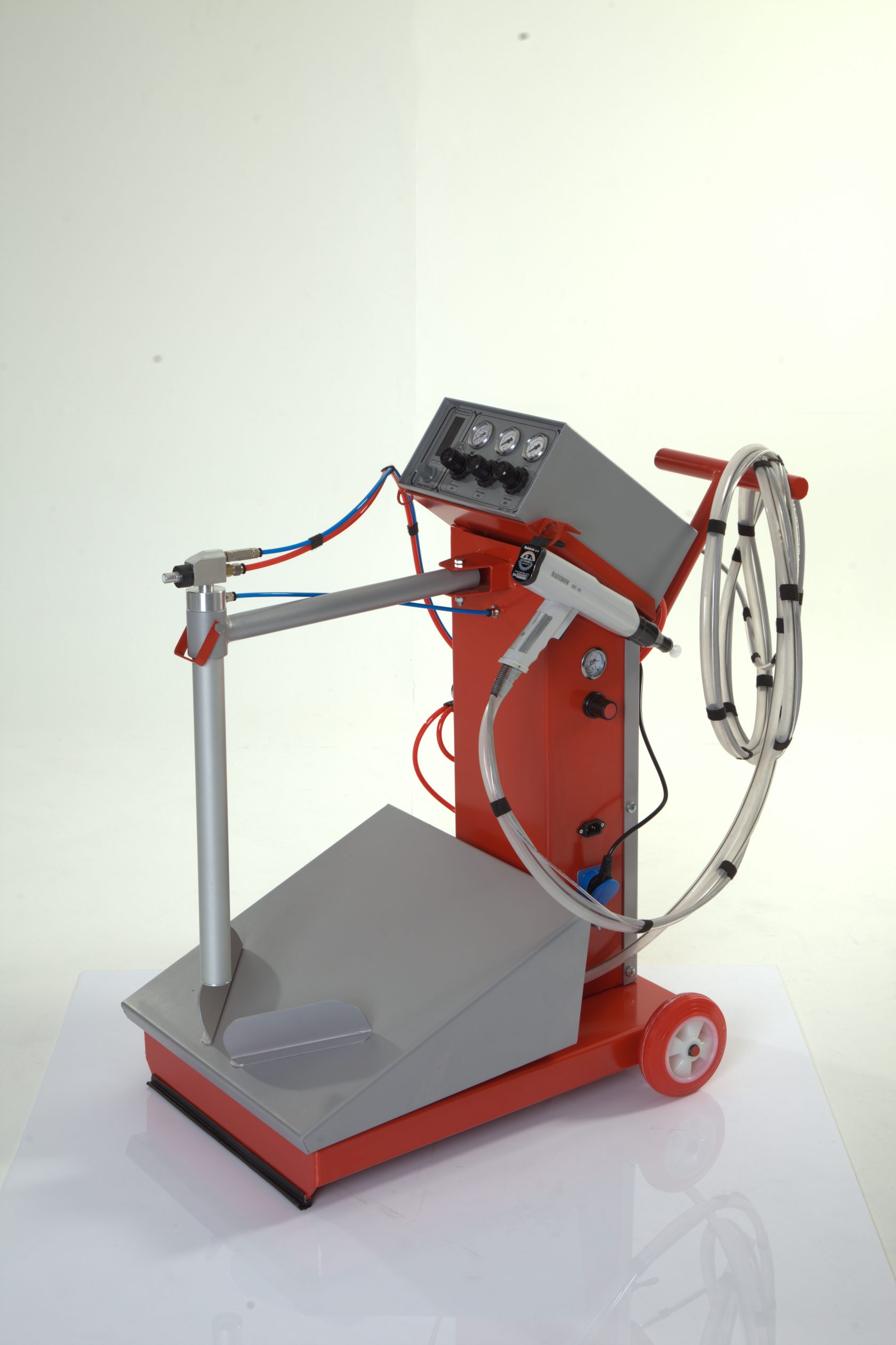
Камера нанесения порошковой краски
В камере нанесения порошковой краски производится процесс электростатического напыления частиц порошковой краски на поверхность окрашиваемых деталей.
Нанесение может производиться как вручную, так и автоматически. Эффективная система аспирации порошковой краски гарантирует нахождение порошкового облака только в пределах окрасочной кабины.
Дополнительно камеры могут быть оснащены системой быстрой смены цвета и циклонной рекуперацией, сбором порошка и его очисткой через вибросито с последующей централизованной подачей на автоматические распылители.
Возможно использовать окрасочную камеру в режиме роботизированной окраски или роботизированной окраски с ручной подкраской.
Нанесение может производиться как вручную, так и автоматически. Эффективная система аспирации порошковой краски гарантирует нахождение порошкового облака только в пределах окрасочной кабины.
Дополнительно камеры могут быть оснащены системой быстрой смены цвета и циклонной рекуперацией, сбором порошка и его очисткой через вибросито с последующей централизованной подачей на автоматические распылители.
Возможно использовать окрасочную камеру в режиме роботизированной окраски или роботизированной окраски с ручной подкраской.



ФОТО








Печь полимеризации порошковой краски
Печь полимеризации предназначена для формирования покрытия путём нагрева окрашиваемых деталей
с нанесённой порошковой краской, при этом краска расплавляется и полимеризуется.
Печь состоит из каркаса и сэндвич-панелей
с теплоизоляционным материалом.
Конструкция обеспечивает сохранение достигнутой температуры внутри камеры в течение заданного времени, не допуская нагрева наружных стенок
и потерь теплоэнергии.
Циркуляция воздуха внутри печей обеспечивает
его постоянное перемешивание, что способствует поддержанию постоянной равномерной температуры.
Нагрев воздуха в печах полимеризации осуществляется разными способами.
с нанесённой порошковой краской, при этом краска расплавляется и полимеризуется.
Печь состоит из каркаса и сэндвич-панелей
с теплоизоляционным материалом.
Конструкция обеспечивает сохранение достигнутой температуры внутри камеры в течение заданного времени, не допуская нагрева наружных стенок
и потерь теплоэнергии.
Циркуляция воздуха внутри печей обеспечивает
его постоянное перемешивание, что способствует поддержанию постоянной равномерной температуры.
Нагрев воздуха в печах полимеризации осуществляется разными способами.



В зависимости от доступного энергоносителя это может быть электрический, газовый или дизельный нагрев.
В печах устанавливается система вентиляции, которая обеспечивает постоянный обмен воздуха в пространстве печи, для удаления продуктов полимеризации краски.
В печах ручных линий проем для загрузки изделий закрывается теплоизолированными дверями с установленным на них по периметру термостойким резиновым профилем и снабженными запорным механизмом.
В печах устанавливается система вентиляции, которая обеспечивает постоянный обмен воздуха в пространстве печи, для удаления продуктов полимеризации краски.
В печах ручных линий проем для загрузки изделий закрывается теплоизолированными дверями с установленным на них по периметру термостойким резиновым профилем и снабженными запорным механизмом.
ФОТО








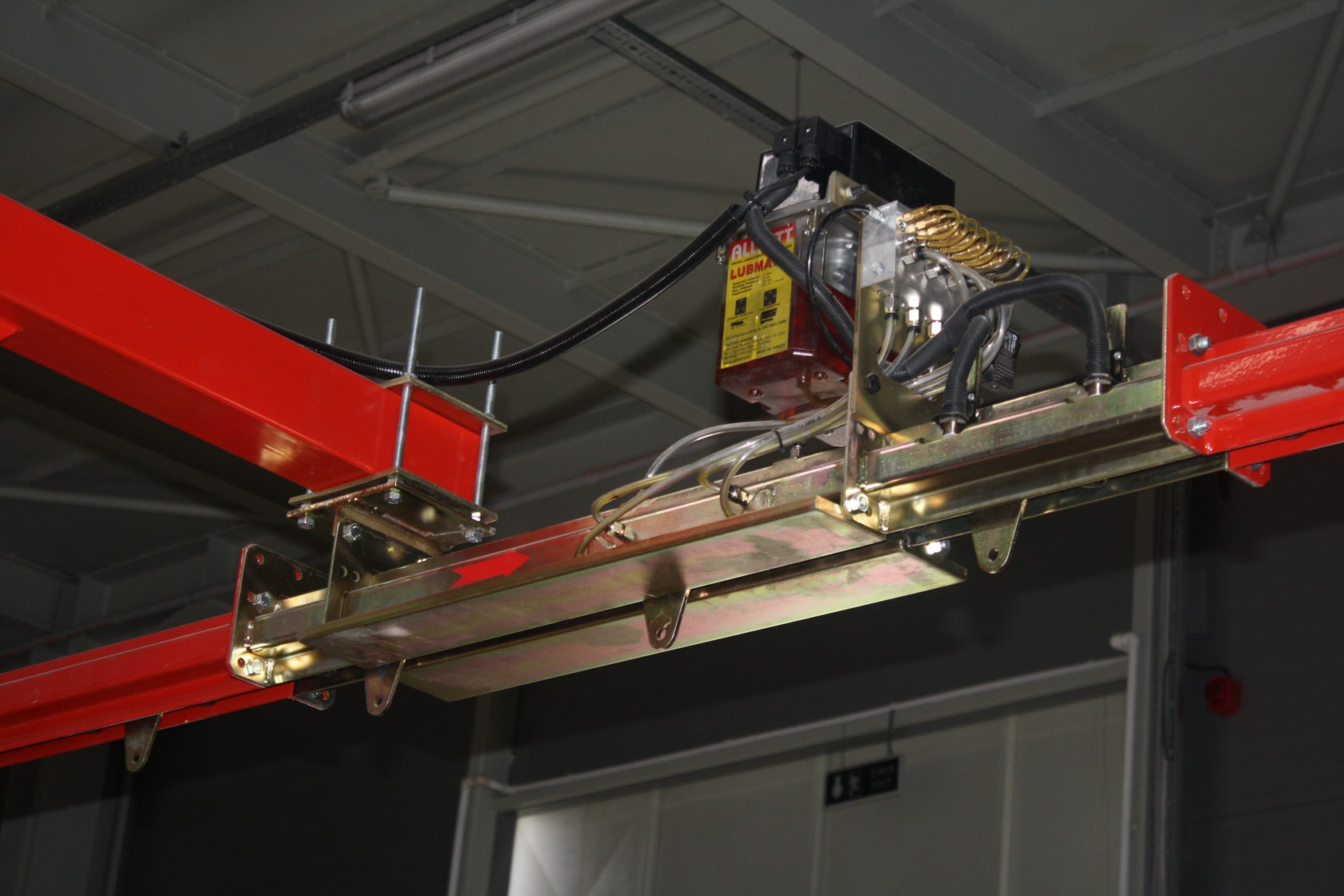
Транспортная система
Конвейер применяют для внутрицеховой транспортировки изделий в процессе технологической окраски. В качестве транспортной системы для автоматических линий порошковой окраски чаще всего применяется подвесной монорельсовый конвейер.
Транспортная система ручных линий окраски состоит из системы поперечных направляющих,
по которым перемещается каретка с продольными направляющими. Изделия подвешиваются
на специальные траверсы, которые перемещаются по продольным направляющим по циклу окраски.
Длину и скорость конвейера подбирают так, чтобы обеспечить строгое соблюдение режима времени, необходимого для сушки, охлаждения и выполнения какой-либо другой одной или нескольких взаимно связанных друг с другом технологических операций.
Транспортная система ручных линий окраски состоит из системы поперечных направляющих,
по которым перемещается каретка с продольными направляющими. Изделия подвешиваются
на специальные траверсы, которые перемещаются по продольным направляющим по циклу окраски.
Длину и скорость конвейера подбирают так, чтобы обеспечить строгое соблюдение режима времени, необходимого для сушки, охлаждения и выполнения какой-либо другой одной или нескольких взаимно связанных друг с другом технологических операций.



ФОТО





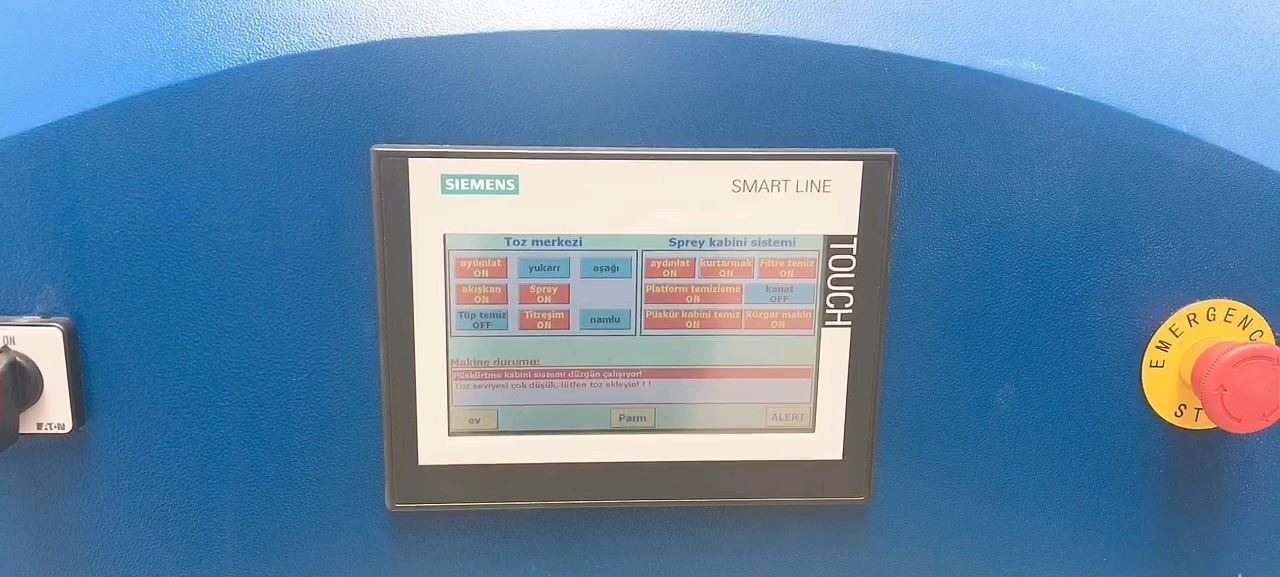
Автоматическая система управления
AСУ (автоматическая система управления) позволяет с высокой эффективностью согласовывать и управлять работой всех задействованных механизмов, осуществляет контроль и поддержание всех технологических параметров оборудования, таких как поддержание температуры и уровня рабочих растворов в агрегате подготовки поверхности, установка требуемой температуры процесса сушки и полимеризации, скорости движения конвейера и многих других.

ФОТО





Запчасти и комплектующие
Запчасти
и комплектующие
и комплектующие









Наши партнёры







Контакты
Телефон/факс:
+7 980 740-77-33
+7 901 054-46-36
Дополнительные телефоны:
+7 (4852) 94-46-36
E-mail:
v.silyuchenko@iesmak.com.tr
iesmakrus@mail.ru
+7 980 740-77-33
+7 901 054-46-36
Дополнительные телефоны:
+7 (4852) 94-46-36
E-mail:
v.silyuchenko@iesmak.com.tr
iesmakrus@mail.ru
Оставьте ваш номер и мы вам позвоним!
